Description du produit
La machine de coulée continue Up Ward est une nouvelle technologie permettant de produire des tiges, des tubes et des billets de cuivre sans oxygène à une longueur rewet.L'industrie de la fabrication de barres et de profilés en cuivre sans oxygène et dotés d'une conductivité élevée et d'une résistance à l'oxydation élevée
Cette nouvelle méthode est moins coûteuse en capital, plus facile à utiliser, plus économique à produire.
La production, la flexibilité dans la modification de la taille de la production, aucune augmentation de l'équipement.
Catode de cuivre (panneau) →fourneau à induction ((fondre de cuivre→réduction→détention de cuivre fondu)→casting
Le mécanisme de coulée des tiges (le cuivre se cristallise et solidifie)→Reprise→Production à la vente ou pour un traitement ultérieur.
ⅠParamètres techniques majeurs de l'équipement
| 1 | Pièces de chauffage | |
| 1.1 | Capacité totale du four | 5.0T |
| 1.2 | Capacité effective du four | 2.5T |
| 1.3 | Voltage du four | Équipement électrique |
| 1.4 | Puissance du four | 600 kW |
| 1.5 | Taux de fusion | 2 tonnes/heure |
| 1.6 | Facteur de puissance après compensation: | 0.95 à 1.0 |
| 1.7 | Nombre de phases et mode de connexion de l'inducteur: |
Connexion en série monophasique |
| 1.8 | Capacité nominale du transformateur |
Autotransformateur refroidi à l'eau de 900 KVA (380 V en ligne d'entrée, triphasée, |
| 1.9 | mode de refroidissement par bobine: | Refroidissement par eau |
| 1.10 | Consommation d'eau de refroidissement | 5 m3/h |
| 1.11 | Température maximale du four: | 1500°C |
| 2 | Section de la fournaise de rétention |
|
| 2.1 | Capacité effective du four: | 4.0T |
| 2.2 | Capacité de coulée effective: | Moins de 85 dB |
| 2.3 | Tension nominale: | Équipement électrique |
| 2.4 | Puissance nominale: | 250 kW |
| 2.5 | Capacité nominale du transformateur |
Autotransformateur refroidi à l'eau de 400 KVA (380V ligne d'entrée, trois phases, régulateur de tension à pas de charge). |
| 2.6 | Facteur de puissance après compensation: | 0.95 à 1.0 |
| 2.7 | Précision de régulation de la température: | ± 8°C |
| 2.8 | Température maximale du four: | 1300°C |
| 2.9 | Mode de refroidissement de la bobine: |
Refroidissement par eau |
| 3 | Les moisissures | |
| 3.1 | largeur | 330 à 500 mm |
| 3.2 | épaisseur | 16 à 20 mm. |
| 3.3 | Matériel | Acier inoxydable 1Cr18Ni9Ti, revêtu d'une coque en cuivre (en cuivre T2) |
| 4 | Appareil de refroidissement secondaire | |
| 4.1 | Consommation d'eau | 3 m 3/h |
| 4.2 | Pression de l'eau: | 0.2-0.3Mpa |
| 5 | Appareil de prélèvement | |
| 5.1 | Force maximale de poussée et de traction: | 50KN |
| 5.2 | Vitesse: | Vitesse: |
| 5.3 | Plage minimale de course: |
0.1 mm |
| 5.4 | Temps de veille le plus court | 0.01S |
| 5.5 | Servo moteur CA: | Moteur Siemens (11 kW) |
| 5.6 | Vitesse de rotation nominale du moteur: | Résistance à la combustion |
| 5.7 | Le couple statique: | △Tw= 60K Mo (à 60) 70N-M |
| 6 |
machines à cisaillement hydraulique à double bât:
|
|
| 6.1 | Force de cisaillement: | 600KN |
| 6.2 | épaisseur de cisaillement: | 20 mm |
| 6.3 | Largeur de la tige: | 500 mm |
| 6.4 | Vitesse de tonte: |
0 à 5 mm/s |
| 6.5 | Coupe de tonte: | 80 mm |
| 6.6 | Traction maximale de suivi de la tondeuse: | 200 mm |
| 7 | Unité de machine à bobine | |
| 7.1 | Le pouvoir: | 5.5 kW |
| 7.2 | Vitesse de rotation: | 1420 r/min |
| 7.3 | Traction de déplacement de la bobine: | 800 mm |
| 8 | Station hydraulique | |
| 8.1 |
Puissance du moteur de la station hydraulique pour le four de fusion et le four de stockage:
|
2 × 7,5 kW |
| 8.2 | Puissance du moteur de la station hydraulique pour la machine de retrait: | 2 × 7,5 kW |
| 8.3 | Puissance du moteur de la pompe hydraulique pour la tondeuse à cisailles supérieure: |
2 × 11 kW
|
| 8.4 | Puissance du moteur de la pompe hydraulique pour bobine: | 2 × 7,5 kW |
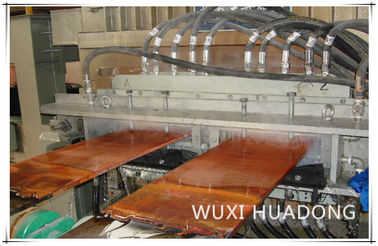
Ⅱ- Le processus
Burdening (Returns should be baled) → Smelting furnace → Chemical analysis → Heating up the sealed launder → Crystallizer → Primary cooling → Secondary cooling → Withdrawal machine → Shearing machine →Coiler
Sélectionner les matières premières selon le document de procédé, déterminer la procédure d'alimentation selon les points de fusion des éléments métalliques, les proportions de charge du four,et difficulté d'oxydation des pertes de combustion, et chargez la matière première dans le four de fusion; lors de la fusion, ajoutez dans le four une certaine épaisseur d'agent de revêtement, qui doit être complété en temps voulu;Lorsque le cuivre fondu à l'intérieur du four atteint la température de frappeAvant d'appuyer, nettoyer complètement les clinkers dans le cuivre fondu.conserver environ 800 kg de cuivre fondu dans le fourTransférer le cuivre fondu (fondu et bien réglé dans la chambre de fusion) à travers le lave-linge scellé dans le four de stockage, contrôler la température du cuivre fondu,conserver le cuivre fondu à l'intérieur du four de stockage à la température de coulée et à une certaine plage de niveauSous l'action du niveau, le cuivre fondu s'écoule dans le cristalliseur et se cristallise en billet de cuivre de type plaque par refroidissement primaire par le cristalliseur.Sous le tirage continu par machine de prélèvementLe système de refroidissement secondaire est installé à la sortie de la plaque et le débit de l'eau de refroidissement est réglable.L'objectif principal de ces mesures de contrôle est d'assurer la température de cristallisation ainsi que la stabilisation des paramètres du procédé.Le retrait de la bande est réalisé par le tracteur, et le temps de tirage, d'arrêt et de remise en marche par le tracteur est réglable en continu.Le paramètre de contrôle optimal doit être déterminé et ajusté en temps opportun en fonction des différents matériaux.Le dessin est contrôlé par un programme PLC, réalisant des actions cycliques de dessin, arrêt et repoussement.
![]()
![]()
![]()
Ⅲ. Spécifications
1. Types de spécifications de coulée
* Variété de production: bande d'alliage à base de cuivre (Cu-Ni)
2. Spécification de la bobine du produit fini
2.1 Nombre de billets: 1 bande
2.2 Largeur de la boîte: 380 mm à 500 mm
2.3 Épaisseur de la boucle: 60 mm
2.4 Diamètre intérieur de la bobine: minimum Φ 600 à 800 mm
2.5 Diamètre extérieur de la bobine: Φ1800 mm maximum
2.6 Poids maximal de la bobine: max: 6000 kg
3. Valeur garantie de la différence d'épaisseur des billets
3.1 Différence d'épaisseur transversale du billet: < 0,75 mm ∼ 0,3 (après modification du moule)
3.2 Différence d'épaisseur longitudinale du billet: < 0,3 mm (après modification du moule)
3.3 Consommation moyenne d'énergie pour la fusion au four de fusion: 250 à 380 kWh/t
3.4 Consommation moyenne d'énergie pour la préservation de la température par le four de stockage: 50-80 kWh/t
3.5 Force maximale de poussée et de traction: 50KN
3.6 Plage de vitesse de poussée et de tirage: 1,5-70 mm/s
3.7 Vitesse de coulée moyenne maximale: 300 mm/min
3.8 Force de cisaillement maximale du cisaillement hydraulique: 600KN
3.9 Vitesse de bobinage de la bobine: 750 mm/min
Ⅳ. Liste des pièces d'équipement
| Je ne veux pas. | Nom de l'équipement | Unité | Quantité de temps écoulé |
| 1 | Fornes à fusion par induction à fréquence de ligne (y compris les rainures de fusion et les revêtements de matériaux de construction) | ensemble | 1 |
| 2 | Noyau en fer, couverture d'eau et bobine de four de fusion | ensemble | 1 |
| 3 | - Je ne sais pas. | ensemble | 1 |
| 4 | Fornes à induction à haute fréquence (y compris les rainures de fusion et les revêtements de matériaux de construction) | ensemble | 1 |
| 5 | Noyau en fer, couverture d'eau et bobine du four de rétention | ensemble | 1 |
| 6 | moule pour revêtement de bâtiment | ensemble | 1 |
| 7 | le cristalliseur | ensemble | 2 |
| 8 | moule de graphite | ensemble | 1 |
| 9 | Moulures d'acier pour l'étanchéité du cristalliseur | ensemble | 1 |
| 10 | Barres factices (en acier inoxydable) | ensemble | 1 |
| 11 | Plaque factice | ensemble | 1 |
| 12 | Dispositif de distribution d'eau de refroidissement pour cristalliseur | ensemble | 1 |
| 13 | Appareil de refroidissement secondaire | ensemble | 1 |
| 14 | Appareil de prélèvement | ensemble | 1 |
| 15 | Machines de cisaillement hydraulique de suivi | ensemble | 1 |
| 16 | D'une épaisseur n'excédant pas 1 mm | ensemble | 2 |
| 17 | Cable refroidi à l'eau pour four de fusion | ensemble | 1 |
| 18 | Système hydraulique | Ensemble complet | 1 |
| 19 | Système de commande électrique | Ensemble complet | 1 |
| 20 | Transformateur de régulation (sans charge, à pas) pour four de fusion | ensemble | 1 |
| 21 | Transformateurs de régulation (sans charge, à pas) pour les fours de rétention | ensemble | 1 |
| 22 | Dispositif de protection contre les gaz | ensemble | 1 |
| 23 | Thermomètre de température de surface | ensemble | 1 |
| 24 | Outils spéciaux pour unité de machine |
Emballage et expédition
![]()
![]()
Questions fréquentes
1Qui sommes-nous?
Nous sommes basés à Jiangsu, en Chine, à partir de 1998.
2. comment pouvons-nous garantir la qualité?
Un échantillon de pré-production doit toujours être prélevé avant la production en série;
Inspection finale avant expédition;
3. que pouvez-vous acheter chez nous?
Machinerie métallurgique et métallurgique,Machine de coulée continue en acier,EPC en aciérie,Pièces détachées de rouleaux continus
4. pourquoi devriez-vous acheter chez nous et non chez d'autres fournisseurs?
Nous fournissons des services complets, y compris des conseils d'ingénierie, la conception d'ingénierie et d'équipement, la fourniture de matériel et d'équipement, les contrats généraux de projets EPC,services de gestion de processus et de formation.
5. quels services pouvons-nous fournir?
Les conditions de livraison acceptées sont les suivantes: FOB, CFR, CIF, FCA, DAF;
Monnaie de paiement acceptée:USD,EUR,CNY;
Type de paiement accepté: T/T, L/C, D/P D/A.