La machine de coulée continue ascendante de bande de cuivre de magnésium 2.5T a évalué la capacité
Paramètres techniques de chaîne de production
1, chaîne de production processus
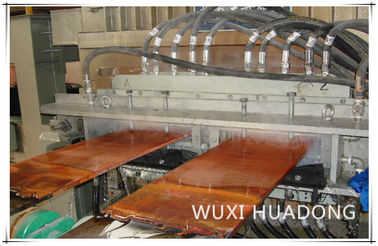
Alimentation, fusion, charge statique, isolation thermique, cristallisation, traction, battement, sawing et coupe
2, chaîne de production équipement
Four à induction creusé par fréquence uni par deux 1set
moule 2set d'avance d'en cuivre d'alliage
machine haute 1set d'avance d'entraînement servo de quatre colonnes
Pot tournant avec des ensembles d'une bobine 2 de noyau
3, paramètres techniques principaux de la chaîne de production équipement
3,1 four à induction relié par deux de noyau de fréquence
Le four électrique : fonte de 120KW holding+ 210KW
3.1.1 paramètres techniques principaux de département de fonte
(1) puissance évaluée : 210KW ;
(2) tension évaluée : 380V ;
(3) fréquence : 50HZ ;
(4) taux de fusion : 750kg/h (+ +) ;
(5) capacité nominale : 2.5t ;
(6) puissance : moins que 280kwh/t ;
(7) facteur de puissance : 0.95-1 (après compensation) ;
(8) la température maximale du four : 1350.
3.1.2 paramètres techniques principaux de tenir le département
(1) puissance évaluée : 120KW ;
(2) tension évaluée : 380V ;
(3) fréquence : 50HZ ;
(4) capacité nominale : 3.5t ;
(5) facteur de puissance : 0.95-1 (après compensation) ;
(6) la température maximale du four : 1350.
moule d'avance de l'alliage de cuivre 3,2
Spécifications de fonte d'avance : au loin 450mm * épaisseur 14mm * 2
commande servo de 3,3 quatre colonnes vers le haut de machine
(1) puissance de moteur servo : 4.4KW ;
(2) vitesse de bâti d'avance : 50-150mm/min
(3) méthode de bâti d'avance : Avance - arrêt - avance - arrêt - retrait - arrêt - genres de l'avance deux de paramètres de processus en ligne réglables ;
(4) produit : plus que 10t ;
3,4 pot tournant avec une bobine de noyau
(1) l'épaisseur du matériel de petit pain : 15mm maximum ;
(2) largeur de petit pain : 450mm ;
(3) diamètre de boucle : diamètre de 500mm ;
(4) poids de boucle : 8t maximum ;
(5) : Maximum avec le diamètre de boucle de 2100mm ;
(6) puissance de moteur : 3kw ;
(7) rapport de ralentisseur : 1003.
4, composition principale de la chaîne de production équipement
4,1 four à induction creusé par fréquence uni par deux
Le four électrique se compose principalement de couverture de four, de coquille de four, de corps d'induction, d'appui, de système de contrôle électrique, de système de mesure de la température et de système de refroidissement de l'équipement.
La coquille de four et la parenthèse inférieure du corps supérieur de four sont soudées avec la plaque d'acier Q235 et la plaque d'acier, et la partie plus inférieure du corps d'induction de fonte et du corps d'induction d'isolation thermique sont reliées au corps supérieur de four par une bride. La cannelure de fonte est faite en bâti de cuivre rouge ; noyau avec les stratifications en acier de silicium du Japon Z10 chargées dans ; lovez avec en verre l'enroulement de cuivre rectangulaire enveloppé double par ruban et, bonne isolation, l'effet de refroidissement fort ; la veste de refroidissement par l'eau est faite en épaisseur inoxydable 3mm, il de la plaque d'acier 1Cr18ni9Ti a de haute résistance, effet magnétique de vibration bon. La chambre de four est divisée en trois cavités, la chambre de fonte, la cavité excessive intermédiaire, la cavité d'isolation thermique. Chambre de fonte de fonction matérielle ; la cavité excessive est principalement l'eau de cuivre statique, réduisant l'effet matériel de fluctuation de la température de four de fusion de la température de four sur l'isolation thermique, la cavité de conservation de la chaleur est principalement de donner la barre de traction fournissent le cuivre fondu stable et la température stable.
Deux fréquences unies ont creusé le système de contrôle de four à induction, fondant et le département d'isolation sont transformateur de réglementation utilisé de tension d'accouplement d'individu d'étape pour ajuster la pression, profil réglable de pression de 380V, 340v, 300V, 270V, 240V, 210v, 180V, 150V, 120V, la tension 90V (ligne). Fondant, le contrôle de température de four d'isolation thermique sont équipés du commutateur manuel et automatique de conversion, quand le commutateur est dans le règlement manuel et artificiel du bouton de tension pour régler la tension de sortie d'un transformateur, afin de commander la puissance de sortie du four électrique ; quand le commutateur est arrangé dans le système de contrôle automatique par le contrôleur de température intelligent artificiel pour ajuster la tension de sortie de la pression de transformateur. Un système automatique de contrôle de température est arrangé dans la partie thermoisolante de la cloison de fusion. Le thermocouple est un type de insertion horizontal, et la partie thermoisolante est un type de insertion.
moule d'avance de l'alliage de cuivre 4,2
Le moule est fait d'on se refroidissant et deux se refroidissant. La veste de refroidissement est faite d'acier résistant à la chaleur, et les autres pièces sont faites de tôle d'acier laminée à froid. Avec des cannelures de l'eau du moule sur l'eau de refroidissement dans l'écoulement directionnel de moule, afin d'assurer l'uniformité du refroidissement.
Le système d'alimentation en eau de refroidissement est particulièrement conçu pour le refroidissement du moule. Le système est équipé de compteur de débit d'admission de l'eau et de thermomètre de débouché de l'eau, qui est commode pour que l'utilisateur surveille et pour ajuste le circuit de refroidissement. Afin d'assurer la stabilité de l'approvisionnement en eau en crystalliseur, l'addition d'un système de contrôle de température de l'eau de crystalliseur se compose de soupape de commande électrique intelligente de condensateur de plat, un contrôleur de température, quand il y a un changement de température de l'eau de moule, transfert de signal de changement de température à la soupape de commande électrique intelligente, le système envoie le signal à la soupape de commande électrique intelligente, soupape de commande électrique intelligente selon le signal donné, contrôle automatique la taille de l'écoulement d'eau, de l'intensité de refroidissement de condensateur de plat de l'ajustement automatique, afin d'assurer la stabilité de la température de l'eau du moule.
4,3 machine haute d'avance d'entraînement servo de quatre colonnes
La machine de guide supérieur se compose de quatre courriers droits, une tige mobile supérieure et inférieure de vis, une pièce servo de puissance, une pièce de transport d'énergie, une pièce de rouleau de traction de pressing et un système de processus d'opération.
La parenthèse de quatre courriers se compose de soudure carrée creuse de tuyau, en haut et en bas la pièce en mouvement de fil machine est par le moteur, engrenage à vis sans fin et le réducteur, la chaîne et le fil machine d'engrenage à vis sans fin se compose de système de transport d'énergie.
Quand le changement de niveau d'eau de cuivre se tenant de four, par le niveau d'eau de cuivre dépistant le système de détection, transmet le signal au système de contrôle automatique de donnez les instructions au moteur, moteur selon les instructions sur le mobile, et les changements de niveau d'eau de cuivre traverse également le système de piste de niveau liquide transmettront le signal au système d'alarme de alimentation, alarmes d'alarme, suggérant cette alimentation d'opérateur.
La traction de la machine de traction se compose de moteur servo, de ralentisseur, de système de vitesse, d'axe de transmission, de rouleau de traction et de rouleau de pressing.
Le système de processus d'opération se compose principalement d'anti-parasitage de la plate-forme de fonctionnement, système servo, 10,5 pouces d'interface homme-machine de couleur, contacteur et un bouton, commandé par le PLC et l'interface homme-machine, l'interface peut montrer la vitesse,
4,4 pot tournant avec une bobine de noyau
Composé de cadre, de système de transport d'énergie et de fil rassemblant le plat. La vue est soudée par la Je-poutre en acier et la commande se compose d'un moteur, un ralentisseur, une composition en axe de transmission ; vitesse par le modulateur de fréquence pour que le changement de fréquence de moteur commande de vitesse de moteur.
Le disque de réceptrice comporte un mécanisme de corps et de gonflement de disque. Quand la bande un petit pain, par le mécanisme d'expansion de la contraction dépouillera.
5. portée de chaîne de production approvisionnement
| NON. | NOM | QUANTITÉ |
| 1 | armoires 750kg/500kg électriques | chaque 1 ensemble |
| 2 | Armoire de commande automatique ascendante | 1set |
| 3 | Commande servo de quatre colonnes vers le haut de machine | 1set |
| 4 | Rouleau | 2pcs |
| 5 | Tube de rouleau | 12pcs |
| 6 |
noyau de fer 750kg/500kg |
chaque 1 ensemble |
| 7 | veste d'eau 750kg/500kg | chaque 1 ensemble |
| 8 | bobine 750kg/500kg | chaque 1 ensemble |
| 9 | canal de l'en cuivre 750kg/500kg | chaque 1 ensemble |
| 10 | ensemble de moule d'avance d'en cuivre d'alliage | 2sets |
| 11 | moule de graphite | 4pcs |
| 12 | pot tournant avec une bobine de noyau | 2sets |
| 13 | corps relié par deux de four à induction | 1set |
| 14 | Thermocouple gradué de S | 2pcs |
| 15 | Douille protectrice de thermocouple | 2pcs |
| 16 | Douille protectrice de carbure de silicium | 4pcs |
| 17 | Vers le haut de la tête d'avance | 2sets |
| 18 | Connecteur rapide | 10pcs |
| 19 | Sable de quartz | 7tons |
| 20 | Briques réfractaires | 1set |
| 21 | condensateur de type plat | 1set |
| 22 | Soupape de commande électrique intelligente | 1set |
6, chaîne de production de l'information technique à fournir
(1) la chaîne de production des conditions civiles ;
(2) diagramme de contrôle électrique ;
(3) dessin de pièces de rechange ;
(4) manuel d'instruction ;
Chaudière industrielle Cie., Ltd de Wuxi Huadong
Accueil à visiter et inspecter !
Personne de contact : Joey Wong
Téléphone : +86 510 83788308
Fax : +86 510 83786308
Foule : +86 139 2112 5611
Wechat : 86 139 2112 5611
Whatsapp : 86 139 2112 5611
email : Joey@wxhddl.cn
Joe.777@outlook.com