vitesse continue de bâti de la machine de bâti de dalle de la monocaténaire 120x2000 1,5 m/min
PROCESSUS :
Tonnelier/laiton/bronze
Le métal fondu est branché sur la poche des fours. Après avoir suivi tous les traitements de poche, tels que l'alliage et le dégazage, et l'arrivée à la température correcte, la poche est transportée jusqu'au dessus de la machine de bâti. Habituellement la poche se repose dans une fente sur une tourelle tournante à la machine de bâti. Une poche est en position de “sur-fonte” (alimentant la machine de bâti) tandis que l'autre est préparée en position de “-fonte”, et est commutée dans la position de bâti quand la première poche est vide.
De la poche, l'à fonte est transféré par l'intermédiaire d'un linceul réfractaire (tuyau) à un bain se tenant appelé un récipient de distribution. Le récipient de distribution permet à un réservoir de métal d'alimenter la machine de bâti tandis que des poches sont commutées, de ce fait agissant en tant que tampon d'à fonte, aussi bien que lissant l'écoulement, réglant l'alimentation en métal aux moules et nettoyant le métal (voir ci-dessous).
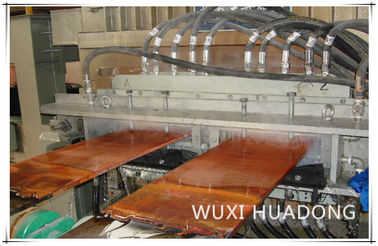
Le métal est écoulé le récipient de distribution par un autre linceul dans le dessus d'un moule d'en cuivre d'ouvert-base. La profondeur du moule peut s'étendre de 0,5 à 2 mètres (20 79 dedans), selon la vitesse de bâti et la taille de section. Le moule est à refroidissement par eau pour solidifier l'à fonte directement en contact avec lui ; c'est le procédé de refroidissement primaire. Il oscille également verticalement (ou dans un chemin incurvé par verticale proche) pour empêcher le métal collant aux murs de moule. Un lubrifiant peut également être ajouté au métal dans le moule pour empêcher coller, et pour emprisonner n'importe quelles scories particule-y compris des traces d'oxyde ou échelle-que peut être présent dans le métal et les apporter jusqu'au dessus de la piscine pour former une couche le flottement de scories. Souvent, le linceul est placé ainsi les sorties à fonte il au-dessous de la surface de la couche de scories dans le moule et s'appelle ainsi un bec submergé (SEN) d'entrée. Dans certains cas, des linceuls ne peuvent être employés entre le récipient de distribution et le moule ; dans ce cas, les becs régulateurs interchangeables dans le fond du récipient de distribution dirigent le métal dans les moules. Quelques dispositions de coulée continue alimentent plusieurs moules du même récipient de distribution.
Dans le moule, une coquille mince de métal à côté des murs de moule solidifie avant la section centrale, maintenant appelée un brin, sorties la base du moule dans une chambre de jet. La partie de métal dans les murs de la mèche est encore fondue. La mèche est immédiatement soutenue par les rouleaux étroitements aligné et à refroidissement par eau qui soutiennent les murs de la mèche contre la pression ferrostatic (comparez la pression hydrostatique) du liquide de encore-solidification dans la mèche. Pour augmenter le taux de solidification, la mèche est pulvérisée avec de l'eau un grand nombre pendant qu'elle traverse la jet-chambre ; c'est procédé de refroidissement thesecondary. La solidification finale de la mèche peut avoir lieu après que la mèche ait sorti la jet-chambre.
C'est ici que la conception des machines de coulée continue peut varier. Ceci décrit une machine de bâti “de tablier incurvé” ; des configurations verticales sont également employées. Dans une machine de bâti incurvée de tablier, la mèche sort le moule verticalement (ou sur un chemin incurvé vertical proche) et pendant qu'il voyage par la jet-chambre, les rouleaux courbent graduellement la mèche vers l'horizontal. Dans une machine de bâti verticale, la mèche reste verticale pendant qu'elle traverse la jet-chambre. Les moules dans une machine de bâti incurvée de tablier peuvent être droits ou incurvés, selon la conception de base de la machine.
Dans une véritable machine de bâti horizontale, l'axe de moule est horizontal et l'écoulement de l'acier est horizontal du liquide pour amincir la coquille au solide (aucun recourbement). Dans ce type de machine, le brin ou l'oscillation de moule est employé pour empêcher coller dans le moule.
Après sortie de la jet-chambre, des passages de brin en redressant des petits pains (si moulé dessus autre qu'une machine verticale) et des petits pains de retrait. Il peut y avoir support de roulement d'ahot après le retrait pour tirer profit de la pré-forme chaude de l'état de l'en métal la mèche finale. En conclusion, la mèche est coupée en longueurs prédéterminées par les cisaillements mécaniques ou par les torches oxyacétyléniques de déplacement, est marquée pour l'identification, et est prise à une réserve ou au prochain processus de formation.
Dans de nombreux cas le brin peut continuer par les rouleaux supplémentaires et d'autres mécanismes qui peuvent aplatir, rouler ou expulser le métal dans sa forme finale.

Introduction de société
Le four Cie., Ltd de Chine orientale de Wuxi est un fabricant professionnel intégré de machines de métallurgie, capable de fournir la conception, la fabrication, l'installation, et la commission d'équipement. Notre usine est compétente pour produire toutes sortes de machine de coulée continue avec le rayon à partir de 3 mètres à 13 mètres, tels que la billette ronde, les billettes carrées et les dalles.
Four Cie., Ltd de Chine orientale de Wuxi
Parc industriel de No.3 Bashi Furong, secteur de Xishan, ville de Wuxi, province de Jiangsu, Chine
Personne de contact : Joey.Wong
Téléphone : +86 510 83788308
Fax : +86 510 83786308
Foule : +86 139 2112 5611
Wechat : 86 139 2112 5611
Whatsapp : 86 139 2112 5611
joey@wxhddl.cn
 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!