Sortie horaire circuit hydraulique d'équipement de laminoir à chaud de 10 t/h
Base de conception
1 Spéc. de matière première : 120×120×2000mm
Spéc. de 2 produits finis : Barre déformée laminée à chaud de Φ8~Φ20mm,
12m de la longueur de la coupe
Sortie 3 horaire : 10t/h
Type de roulement et configuration de laminoir
1 type de disposition de laminoir adopte semi-continu.
2 rouler la section minimale Φ10mm a déformé la barre basée sur 75×75mm
les billettes, passages de roulement est de 15.
3 adoptez « un support le type de service » pour réduire des passages de roulement graduellement.
4 il y a des supports du total 11 de laminoir dans la chaîne de production entière,
y compris le laminoir Φ400×1 rugueux, laminoir Φ300×6 intermédiaire
et laminoir du finissage Φ300×2×2.
Commande de laminoir 5 : Le laminoir Φ400×1 rugueux est moteur à courant alternatif. Φ300×6
le laminoir intermédiaire est de « les lecteurs six un moteur à courant alternatif ».
le laminoir de finissage est de « les lecteurs deux un C.C »
Φ300×2×2
6 que la vitesse de roulement la plus élevée des produits finis se tient pour rouler Φ10mm
la barre déformée est 8m/s.
Caractéristique d'équipement
1. Le support de laminoir adopte le type contraint d'avance. Ce type est haut
rigidité et facile de changer le rouleau.
2. L'entraînement du laminoir applique le réducteur et le duplex adoptent
boîte de vitesse unie par réduction de deux-catégorie. Ce type a l'avantage suivant :
bas poids, petit volume, profession économique de l'espace, coût bas et etc.
Matériel d'arbre de pignon : 42CrMo forgé, matériel ZG35CrMo de vitesse de roue,
la boîte est des pièces structurelles.
3. Entrer de lit de refroidissement adopte exempt de la table de rouleau pneumatique
type entrant, qui a l'avantage de l'équipement léger, simple, le bas
le coût et l'entretien facile ont rivalisé avec le type entrer de plat de tablier
dispositif.
4. le Fin-emblavage et le cisaillement à longueur aléatoire de vol adoptent
les contrôles de fréquence pneumatiques d'embrayage expédient, type rotatoire. Ce type de
le cisaillement volant a l'avantage de la basse puissance de moteur, électrique simple
contrôle et bas investissement comparés au cisaillement arrêt/marche de vol.
5. L'empaquetement adopte le type combiné pneumatique mécanique
la machine automatique, et le matériel pour empaqueter est fil machine de Φ6.5mm.
Roulement de monocaténaire (barre déformée)

Liste de détail d'équipement de processus
| Partie mécanique |
| 1 |
Tourelle de poche/voiture mobile de poche/appui fixe par poche (déterminé par des clients) |
| 2 |
Récipient de distribution |
| 3 |
Voiture de récipient de distribution |
| 4 |
Moule |
| 5 |
Dispositif de vibration de moule |
| 6 |
Dispositif d'entraînement de vibration |
| 7 |
Couverture protectrice pour le dispositif de vibration |
| 8 |
Coolings secondaires pulvérisant le cadre |
| 9 |
Coolings secondaires pulvérisant le tuyau |
| 10 |
Bec de pulvérisation pour l'eau de refroidissement secondaire |
| 11 |
Dispositif de rouleau de soutien pour secondaire et se refroidir troisièmement |
| 12 |
Retrait redressant la machine |
| 13 |
Dispositif de transmission pour le retrait redressant la machine |
| 14 |
Joint universel |
| 15 |
Barre factice rigide |
| 16 |
Dispositif de stockage de barre factice |
| 17 |
Rouleau de guide pour le dispositif de stockage de barre factice |
| 18 |
Table de rouleau de la livraison de billette |
| 19 |
Poussoir hydraulique de billette |
| 20 |
Plate-forme pour la collection de billette |
| 21 |
Découpeuse de flamme/cisaillement hydraulique (déterminé par des clients) |
| Système de contrôle d'électricités |
| 23 |
Système de contrôle pour la vibration de moule |
| 24 |
Système de contrôle pour le retrait redressant la machine |
| 25 |
Système de contrôle efficace pour la barre factice |
| 28 |
Système de contrôle pour la table de rouleau de la livraison de billette |
| 29 |
Système de contrôle pour la billette |
| 30 |
Système de contrôle pour la station hydraulique centrale |
| Structure métallique |
| 31 |
Plate-forme de bâti principale |
| 32 |
Plate-forme de bâti |
| 33 |
Plate-forme pour le stockage de barre factice |
| Système auxiliaire |
| 34 |
Circuit hydraulique |
| 35 |
Décharge du dispositif pour la vapeur secondaire de coolings |
| 36 |
Système de contrôle pour l'eau de refroidissement secondaire |
| 37 |
Boîte suspendue d'opération pour le retrait redressant la partie |
| 38 |
La configuration spéciale peut être fournie selon des exigences de clients |
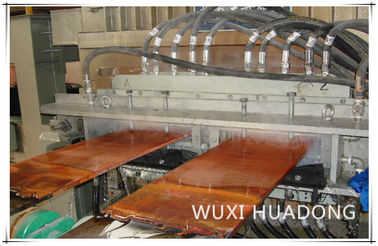
Notre société est très professionnelle en concevant et en produisant la chaîne de production entière de la machine de laminoir à chaud et de coulée continue. Nous visons à offrir les produits avec de haute qualité et le prix concurrentiel. Le lit de refroidissement est employé pour refroidir la barre du laminoir de finissage. Il est de type étape-par-étape.
Le lit de refroidissement étape-par-étape est juste un kine de notre lit de refroidissement. Notre type de lit de refroidissement : lit étape-par-étape, échangeant le type ; lit chaud d'entaille-barre ; lit de refroidissement de oscillation ; etc.
Équipement de contrôle électrique
Chaîne de production de sortie annuelle de labarre100,000tonsdéforméeparlaminage à chaud
1.Outline du processus :
résumé de processus
La billette chaude est directement envoyée au mécanisme à laminage à chaud par la table de rouleau de remplissage chaude par l'appareil de chauffage d'induction. La ligne de remplissage chaude est de cette billette froide soulevée à la table de rouleau de remplissage par la grue et envoyée à l'extrémité de four à réchauffage. Alors poussé dans le four à réchauffage par le poussoir de billette et après que la température atteigne 1150~1250℃, poussé la billette chaude hors du four par la billette usinez. Elle entre dans le laminoir rugueux réversible de deux-rouleau de Φ480×1×2parlatablederouleaudefour et la table de rouleau avant machine et roulées pour 6passes. Après coupure des pièces d'irregular dans la tête, elle entre dans le laminoir intermédiaire de Φ380×2×3pourlacouléecontinue. Placezunrépétiteurparmilesgroupesintermédiairesdelaminoirde Φ380×2, faiteslalignedécalagederoulementà laprochainebaie.
Les produits du laminoir de Φ380×2×3intermediate écrivent les groupes de laminoir de finition de Φ300×1×6 pour le roulement continu après que coupant les pièces irrégulières par le cisaillement du vol 2#end-cropping. Afin d'améliorer la qualité des produits et s'ajuster facilement, un ensemble de boucle verticale est placé parmi le laminoir de la finition Φ300.
Les produits finis de la coupe de laminoir de finition à longueur aléatoire par le cisaillement à longueur aléatoire de vol, et écrivent le dispositif entrant de lit de refroidissement accélèrent la table de rouleau et la table de rouleau entrante de lit de refroidissement, et envoyé au lit de refroidissement par le dispositif entrant de lit de refroidissement pour le refroidissement. Les produits de après-refroidissement ont transféré à la table de rouleau de sortie de lit de refroidissement à partir du dispositif de sortie de lit de refroidissement et envoyée au cisaillement de la longueur de la coupe de vol de produits finis pour de la longueur de la coupe.
C'est le plan de notre client, nous accordant vos conditions spécifiques de concevoir et fabriquer le laminoir à chaud.
Four Cie., Ltd de Chine orientale de Wuxi
Parc industriel de No.3 Bashi Furong, secteur de Xishan, ville de Wuxi, province de Jiangsu, Chine
Téléphone : +86 510 83788308
Fax : +86 510 83786308
Foule : +86 139 2112 5611
Wechat : 86 139 2112 5611
Whatsapp : 86 139 2112 5611
joey@wxhddl.cn/joe.777@outlook.com
www.continuouscasting-machine.com/www.wxhddl.cn
 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!