Double brin horizontal de dalle de machine de coulée continue de bande de cuivre de cuivre d'alliage
SP.SPECIFICATIONS
1. Types de spécifications de coulée
* Variété de production: alliages à base de cuivre (laiton blanc)
2. Spécification de la bobine de produit fini
2.1 Nombre de bûches: 2 bandes
2.2 Largeur de billette: 380mm-500mm
2.3 Épaisseur de billette: 16-20mm
2.4 Diamètre intérieur de la bobine: Φ 600- 800mm minimum
2.5 Diamètre extérieur de la bobine: Φ1800mm maximum
2.6 Poids maximum de la bobine: max: 6000kg
3. Valeur de garantie de la différence d'épaisseur de billette
3.1 Différence d'épaisseur transversale de la billette: < 0,75 mm - 0,3 (après modification du moule)
3.2 Différence d’épaisseur longitudinale de la billette: <0,3 mm (après modification du moule)
3.3 Consommation d'énergie moyenne pour la fusion au four de fusion: 250-380 kwh t
3.4 Consommation moyenne d'énergie pour la conservation de la température dans un four à maintien: 50 à 80 kWh / t
3.5 Force maximale de poussée et de traction: 50KN
3.6 Plage de vitesse de poussée et de tirage: 1,5 à 70 mm / s
3.7 Vitesse maximale moyenne de coulée: 300mm min
3.8 Force de cisaillement maximale du cisaillement hydraulique: 600KN
3.9 Vitesse d'enroulement de l'enrouleur: 750mm min
P.PROCÈS
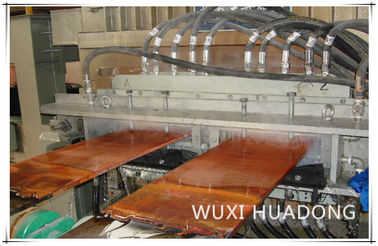
Charge (Les balles doivent être mises en balles) → Four de fusion → Analyse chimique → Réchauffement de la laverie scellée → Cristalliseur → Refroidissement primaire → Refroidissement secondaire → Extracteur → Cisailleuse → Enrouleur
Sélectionnez les matières premières en fonction du document de processus, déterminez la procédure d'alimentation en fonction des points de fusion des éléments métalliques, des proportions de charge du four et de la difficulté des pertes par brûlure par oxydation, puis chargez la matière première dans le four de fusion. Lors de la fusion, ajouter une certaine épaisseur de revêtement dans le four, à compléter en temps voulu; Lorsque le cuivre en fusion à l'intérieur du four atteint la température de soutirage, testez en laboratoire la composition du cuivre en fusion à l'intérieur du four; Avant de tapoter, nettoyez complètement les scories dans le cuivre en fusion; Après le taraudage de chaque four, laissez environ 800 kg de cuivre fondu à l'intérieur du four, en tant que bloc de départ. Transférer le cuivre en fusion (fondu et bien ajusté dans la chambre de fusion) à travers le linge scellé dans le four de maintien, contrôler la température du cuivre en fusion, maintenir le cuivre en fusion à l'intérieur du four de maintien à la température de coulée et à une certaine plage de niveaux. Sous l'action du niveau, le cuivre fondu s'écoule dans le cristallisoir et se cristallise en billette de cuivre de type plaque par refroidissement primaire par cristallisoir. Sous la machine à étirer en continu par retrait, la billette en plaque de forme requise est formée. Le système de refroidissement secondaire est installé à la sortie de la billette de la plaque et le débit d'eau de refroidissement est réglable. Le but principal de l’adoption de ces mesures de contrôle est d’assurer la température de cristallisation ainsi que la stabilisation des paramètres du processus, de manière à assurer la qualité du produit. Le retrait du billet de bande est réalisé au moyen du dragueur, et le temps de tirage, d'arrêt et de poussée en arrière par le dragueur est réglable en continu. Le paramètre de contrôle optimal doit être déterminé et ajusté en temps utile selon différents matériaux, différentes spécifications et conditions de qualité de surface. Le dessin est contrôlé par le programme de l'automate, réalisant des actions cycliques de dessin, d'arrêt et de poussée en sens inverse.
PRINCIPAUX PARAMÈTRES TECHNIQUES DE L’ÉQUIPEMENT
| 1 | Four de fusion: |
| 1.1 | Capacité totale du four | 5,0 t |
| 1.2 | Capacité effective du four | 2.5T |
| 1.3 | Tension du four | 380V |
| 1.4 | Puissance du four | 600KW |
| 1,5 | Taux de fusion | 2t / h |
| 1,6 | Facteur de puissance après compensation: | 0.95-1.0 |
| 1,7 | Nombre de phases et mode de connexion de l'inducteur: | Connexion en série monophasée |
| 1.8 | Capacité nominale du transformateur: | Autotransformateur refroidi à l’eau 900KVA (entrée de ligne 380V, triphasé, |
| 1,9 | mode de refroidissement de la batterie: | Eau froide |
| 1.10 | Consommation d'eau de refroidissement: | 5m 3 h |
| 1.11 | Température maximale du four: | 1500 |
| 2 | Section de four de maintien | |
| 2.1 | Capacité effective du four: | 4.0T |
| 2.2 | Capacité de coulée effective: | Moins de 85 dB |
| 2.3 | Tension nominale: | 380V |
| 2.4 | Puissance nominale: | 250KW |
| 2,5 | Capacité nominale du transformateur: | Autotransformateur refroidi à l'eau 400KVA (380V entrée-ligne, triphasé, régulation de tension échelonnée à vide). |
| 2.6 | Facteur de puissance après compensation: | 0.95-1.0 |
| 2,7 | Précision du contrôle de la température: | ± 8 |
| 2.8 | Température maximale du four: | 1300 |
| 2,9 | Mode de refroidissement de la bobine: | Eau froide |
| 3 | Moule | |
| 3.1 | largeur | 380 - 500mm |
| 3.2 | épaisseur | 16-20mm. |
| 3.3 | Matériel | Acier inoxydable 1Cr18Ni9Ti, doublé d'un manchon en cuivre (en cuivre T2) |
| 4 | Dispositif de refroidissement secondaire | |
| 4.1 | Consommation d'eau: | 3m ³ / h |
| 4.2 | Pression de l'eau: | 0.2-0.3Mpa |
| 5 | Machine de retrait | |
| 5.1 | Force de traction et de traction maximale: | 50KN |
| 5.2 | La vitesse: | La vitesse: |
| 5.3 | Gamme de course minimum: | 0.1mm |
| 5.4 | Temps d'attente le plus court | 0.01S |
| 5.5 | Moteur servo à courant alternatif: | Moteur Siemens (11KW) |
| 5.6 | Vitesse de rotation nominale du moteur: | 3000r / min |
| 5.7 | Couple statique: | △ Tw = 60K Mo (à 60) 70N-M |
| 6 | Cisaille hydraulique supérieure à double billette: |
| 6.1 | Force de cisaillement: | 600KN |
| 6.2 | épaisseur de cisaillement: | 20mm |
| 6.3 | Largeur de cisaillement: | 500mm |
| 6.4 | Vitesse de cisaillement: | 0-5mm / s |
| 6,5 | Coup de cisaillement: | 80mm |
| 6.6 | Course de suivi maximale de la cisaille: | 200mm |
| sept | Unité de la machine Coiler | |
| 7.1 | Puissance: | 5.5KW |
| 7.2 | Vitesse rotationnelle: | 1420r / min |
| 7.3 | Course de déplacement de la bobineuse: | 800mm |
| 8 | Station hydraulique | |
| 8.1 | Puissance motrice de la station hydraulique pour le four de fusion et le four de maintien: | 2 × 7.5KW |
| 8.2 | Puissance moteur de la station hydraulique pour la machine de retrait: | 2 × 7.5KW |
| 8.3 | Puissance moteur de la pompe hydraulique pour la machine à cisailler supérieure: | 2 × 11KW |
| 8.4 | Puissance moteur de la pompe hydraulique pour enrouleur: | 2 × 7.5KW |
Ⅳ. LISTE DE PIÈCES D'ÉQUIPEMENT
| Non. | nom de l'équipement | Unité | Quantité |
| 1 | Four de fusion à induction à fréquence linéaire (y compris rainure de fusion et matériau de construction de revêtement) | ensemble | 1 |
| 2 | Noyau de fer, chemise d'eau et serpentin du four de fusion | ensemble | 1 |
| 3 | Tundish | ensemble | 1 |
| 4 | Four de maintien à induction à fréquence linéaire (y compris rainure de fusion et matériau de construction de revêtement) | ensemble | 1 |
| 5 | Noyau en fer, chemise d'eau et serpentin du four de maintien | ensemble | 1 |
| 6 | moule pour doublure | ensemble | 1 |
| sept | cristallisoir | ensemble | 2 |
| 8 | moule en graphite | ensemble | 1 |
| 9 | Moule en acier d'étanchéité de cristallisoir | ensemble | 1 |
| dix | Barre factice (en acier inoxydable) | ensemble | 1 |
| 11 | Assiette factice | ensemble | 1 |
| 12 | Dispositif de distribution d'eau de refroidissement pour cristallisoir | ensemble | 1 |
| 13 | Dispositif de refroidissement secondaire | ensemble | 1 |
| 14 | Machine de retrait | ensemble | 1 |
| 15 | Cisaille guillotine hydraulique | ensemble | 1 |
| 16 | Enrouleur sans noyau | ensemble | 2 |
| 17 | Câble refroidi à l'eau pour le four de fusion | ensemble | 1 |
| 18 | Système hydraulique | Ensemble complet | 1 |
| 19 | Système de contrôle électrique | Ensemble complet | 1 |
| 20 | Transformateur de régulation (sans charge, à gradins) pour le four de fusion | ensemble | 1 |
| 21 | Transformateur de régulation (sans charge, à gradins) pour le maintien du four | ensemble | 1 |
| 22 | Dispositif de protection de gaz | ensemble | 1 |
| 23 | Thermomètre de surface | ensemble | 1 |
| 24 | Outils spéciaux pour unité de machine | | |
Ⅴ. DATE DE LIVRAISON
Pour être livré dans les 75 jours après l'entrée en vigueur du contrat.
Ⅵ. SERVICE APRÈS-VENTE
1. Le corps principal de l'équipement bénéficiera d'une garantie gratuite d'un an et les composants spéciaux seront discutés séparément;
2. Au cours de la période d’essai-production (dans les 3 mois suivant la fin de la mise en service de l’équipement), notre société enverra un technicien professionnel pour le service de suivi;
Au cours de la période de garantie, si une défaillance survient en raison d’un problème de qualité, notre société enverra du personnel sur le site pour résoudre le problème dans les 72 heures suivant la réception de la notification;
Après expiration de la période de garantie de l'équipement, notre société proposera des solutions efficaces dans les 24 heures suivant la réception de l'avis et enverra du personnel pour les travaux de maintenance si l'utilisateur ne résout pas le problème, en ne facturant que les frais.
Pour la révision annuelle de l'équipement, notre société enverra un technicien professionnel se joindre aux utilisateurs pour élaborer le plan de redressement, sans frais;
Pendant la période de garantie, notre société peut dépêcher un technicien professionnel sur le site pour vérifier l’état de fonctionnement de l’équipement et fournir un service sur le terrain.
Après expiration de la période de garantie des équipements, une visite de retour peut être effectuée sur invitation une fois par semestre.
3. Si notre société a des points d'innovation et d'amélioration ou des suggestions constructives pour des équipements similaires, nous en informerons l'utilisateur à temps.
Wuxi East China Furnace Co., Ltd
Bienvenue pour visiter et inspecter!
Personne de contact: Joey Wong
Tel: +86 510 83788308
Fax: +86 510 83786308
Mob: +86 139 2112 5611
Wechat: 86 139 2112 5611
Whatsapp: 86 139 2112 5611
email: Joey@wxhddl.cn
Joe.777@outlook.com
 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!