machine de bâti de bande de dalle du four de fonte 250kw CCM 300 kg/h heures de production
ÉTATS TECHNIQUES DE PRODUIT
1. matériaux de bâti : cupronickel de nickel
2. spécifications de bâti : épaisseur : mm×Width 16 : 200 millimètres
PARAMÈTRES TECHNIQUES PRINCIPAUX D'ÉQUIPEMENT
1. vitesse de bâti :
Vitesse de traction : 0-64 - mm/s (réglable stepless)
La vitesse réflexe : 0-64 - mm/s (réglable stepless)
La meilleure vitesse linéaire de bande : 90-200 - mm/min
2. équipement d'alimentation :
Four de fonte de fréquence moyenne : 250 kilowatts
Tenir le four : 75 kilowatts
Tracteur servo : 3,5 kilowatts
3. découpeuse synchrone
La puissance de moteur : 3 kilowatts
Mesure de lame de scies : Ф 355
Taux d'entrée : règlement stepless hydraulique de vitesse
Mesure sciante : peloton de cuivre, laiton
Fixage du type latéral : hydraulique
4. poids de enroulement de pot tournant : 4000-5000 kilogrammes
Diamètre intérieur : 500-800 - millimètre Φ
Diamètre extérieur : Φ 1600 millimètres
5. valeur de bruit d'unité : 85 DB (a) ou moins
6. ligne d'unité lycée : + 1000 millimètres
7. direction de transmission d'unité : bonne transmission
capacité de production
Un à courant simple : 200-200 largeur de bande de kg/h heure (16 millimètres) : 200 millimètres, épaisseur :
Les paramètres de processus principaux de troisième chapitre et la description de processus
PARAMÈTRES DE PROCESSUS PRINCIPAUX
Production : 200-300 kg/h heures
Chaîne de contrôle de température : ℃ 1300 ou moins
Tenir la précision de contrôle de température de four : +/- ℃ 3
Poussez et tirez la gamme d'ajustement : poussée : 0-64 - mm/s +/- 0,1 millimètres (non)
Rachel : 0-64 - mm/s +/- 0,1 millimètres (non)
Gamme de machine de bâti : pour régler la traction : 0-64 - mm/s +/- 0,1 millimètres (non)
Backstepping : 0-64 - mm/s +/- 0,1 millimètres (non)
Vitesse linéaire de moulage d'avance plus grande : 0-200 mm/min
L'enroulement de la gamme de ajustement est : roulez le diamètre Φ 500 - Φ 800 millimètres
Diamètre de petit pain de Φ 1600 millimètres
La plus grande vitesse de enroulement : 250 mm/min
Chaîne de danseur : 0,95 à 0,75
Degrés de tour d'enroulement : 40 m ou moins
La puissance d'unité : 380-420 KWH/t
DESCRIPTION DE PROCESSUS
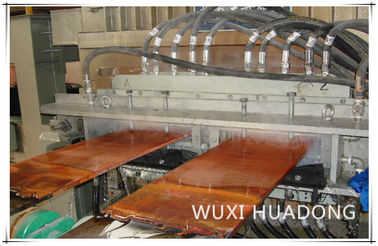
Le processus de fabrication horizontal de coulée continue de bande de cupronickel de nickel est comme suit :
Cuivre électrolytique au four de fonte de fréquence moyenne, ajustement de composition au four se tenant - moule - chronométrez en se refroidissant, refroidissement secondaire à la machine factice, machine de cisaillement, lovant la machine
Choisissez les matières premières comme stipulé dans le dossier de technologie (cuivre électrolytique), joindra le four de fonte de fréquence moyenne fondant les matières premières ;
À la fonte de four, ajoutez une certaine épaisseur d'agent de revêtement, et régulièrement quantitatif ajoutez les matières premières, décharge hydraulique de la bonne eau de cuivre fondue de cavité de four de fonte dans la cavité se tenante de four, conservation de la chaleur de la température liquide de cuivre dans le four, automatiquement les commandez, le cuivre dans la température se tenante de bâti de four et maintenez l'eau dans un certain niveau de portée, cuivre sous l'effet du niveau liquide, l'écoulement d'eau dans le moule, par cristallisation de refroidissement de moule dans la bande, cuivrent continu de billette mené par la machine factice, pour former la forme requise de la dalle. La dalle à la sortie est équipée de l'appareil de mesure de la température équipé d'un système de refroidissement secondaire, refroidissant le taux d'écoulement d'eau peut être ajustée, température de l'eau, suivi en temps réel de pression d'eau, quand la température de l'eau est plus haute que la valeur réglée, la pression d'eau est inférieure à la valeur réglée quand dessin d'arrêt de machine de bâti. Utilisant ces contrôles, afin de garantir principalement la température de cristallisation, la stabilité des paramètres de processus, assurer la qualité du produit et la sécurité.
La bande est retirée par des tracteurs, arrêt de tracteur et le temps inverse de poussée est réglable, si selon différents matériaux, les différentes caractéristiques, la qualité extérieure de la situation, déterminer les paramètres de la maîtrise des puits et s'ajuster à temps, mené par le contrôle de programme de PLC, des cycles d'exécution, arrêt, backstepping.
La bande après la machine factice pour envoyer la bande à la découpeuse synchrone.
Chaudière industrielle Cie., Ltd de Wuxi Huadong
Accueil à visiter et inspecter !
Personne de contact : Joey Wong
Téléphone : +86 510 83788308
Fax : +86 510 83786308
Foule : +86 139 2112 5611
Wechat : 86 139 2112 5611
Whatsapp : 86 139 2112 5611
email : Joey@wxhddl.cn
Joe.777@outlook.com
 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!